
 English
English Russian
Russian French
French Spanish
Spanish Portuguese
Portuguese Korean
Korean Japanese
Japanese Thai
Thai





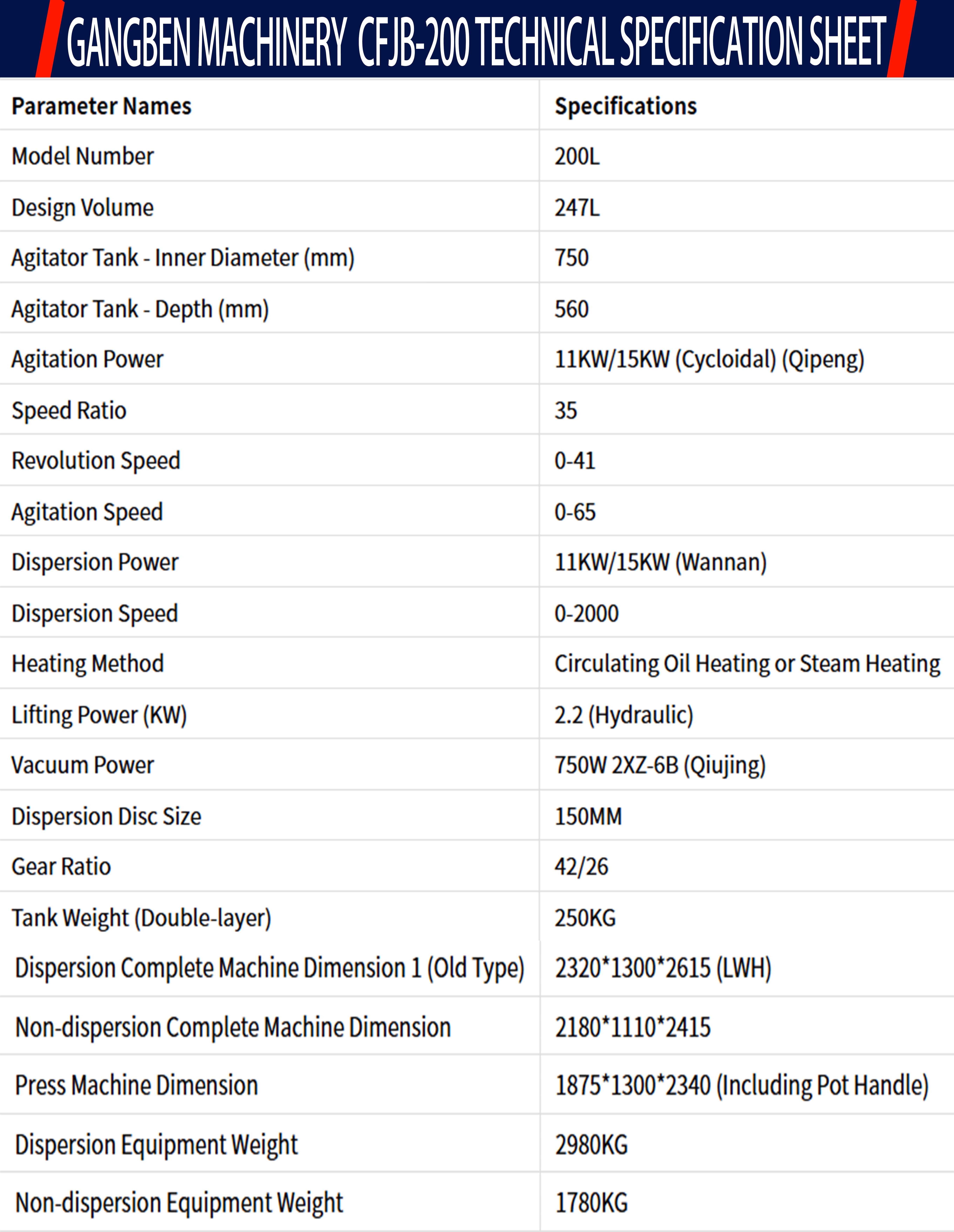
200L Industrial Vacuum Mixer
The 200L Industrial Vacuum Mixer is a professional device for efficient mixing and bubble removal. With a 200L capacity, it works under -0.095MPa+ vacuum to eliminate air, avoiding oxidation and bubbles. Equipped with multi-type agitators, it blends various viscosity materials evenly. Made of 304/316L stainless steel, it meets GMP/FDA standards. Featuring easy PLC control and safety parts, it suits cosmetics, pharmaceuticals, food, and chemicals for quality production.
 Always on time
Always on time Acceptable price
Acceptable price Excellent quality
Excellent quality
Description
Feature&Application
Factory Strength
Designed for high-volume industrial applications, the 200L Industrial Vacuum Mixer stands as a versatile workhorse, blending efficient homogeneous mixing with precise bubble removal to elevate product quality across sectors.
Boasting a robust 200-liter working capacity, this equipment accommodates large batches while maintaining consistent performance. Its core lies in a dual-action mixing system: a high-torque agitator with customizable speed settings (0-600 RPM) ensures thorough blending of viscous materials, pastes, or suspensions—from adhesives and sealants to pharmaceuticals and cosmetics. The agitator’s unique impeller design minimizes material shear while maximizing uniformity, eliminating agglomerates that compromise end-product integrity.
What sets this mixer apart is its integrated vacuum system, capable of reaching a deep vacuum level of ≤ -0.096 MPa. By extracting air during the mixing process, it effectively eliminates micro-bubbles and voids, a critical requirement for products like electronic potting compounds, optical coatings, and high-gloss paints where surface smoothness and structural density are non-negotiable. The vacuum chamber’s sealed construction prevents recontamination, ensuring a pristine mixing environment.
Constructed with food-grade 304 stainless steel, the mixer meets strict hygiene and corrosion-resistance standards, making it suitable for both industrial manufacturing and pharmaceutical production. User-friendly features include a touchscreen control panel for precise parameter adjustment, automatic pressure monitoring, and a quick-release discharge valve for seamless material transfer. Safety is prioritized with overload protection, emergency stop functions, and a transparent observation window for real-time process monitoring.
Ideal for industries ranging from automotive and electronics to biotechnology, the 200L Industrial Vacuum Mixer streamlines production workflows, reduces material waste, and delivers consistent, bubble-free results—proving itself an indispensable asset for businesses prioritizing efficiency and quality.
Features
The 200L Industrial Vacuum Mixer is engineered for mid-to-large-scale industrial production, combining capacity advantages with advanced vacuum mixing technology. A core feature is its optimized batch processing efficiency. With a 200L working volume, it balances productivity and flexibility—ideal for industries needing consistent batches of 150-180L (accounting for material expansion) without frequent equipment refilling. Unlike smaller models that require repeated runs for large orders or oversized mixers that waste energy on small batches, this capacity matches the needs of medium-scale manufacturers, reducing downtime and boosting overall production throughput.
Another standout feature is its enhanced vacuum performance and mixing uniformity. Equipped with a high-power vacuum pump, it maintains a stable low-pressure environment (typically -0.095MPa to -0.098MPa) within the 200L chamber, effectively eliminating air bubbles from high-viscosity materials like industrial adhesives or resin composites. Its dual planetary agitators, designed for the 200L cavity, ensure 360° material circulation—avoiding uneven blending that often occurs in larger mixers with single agitators. This uniformity is critical for industrial products where component inconsistency can lead to product failure.
It also boasts robust construction and user-friendly control. The 200L tank is made of 304 or 316 stainless steel, resistant to corrosion from harsh industrial chemicals and easy to clean—meeting strict hygiene and durability standards. The control system includes touchscreen interfaces for adjusting vacuum levels, mixing speeds, and timer settings, allowing operators to preset parameters for different materials. Additionally, safety features like pressure relief valves and emergency stop buttons ensure secure operation during high-intensity industrial use.

Application Areas
The 200L Industrial Vacuum Mixer is widely applied in industries requiring medium-batch, high-quality mixing. In the chemical industry, it is a staple for producing adhesives, sealants, and polyurethane foams. Adhesive manufacturers rely on its 200L capacity to meet mid-scale order demands, while its vacuum function removes air bubbles that would weaken adhesive bonding. For polyurethane foams, uniform mixing of polyol and isocyanate in the 200L chamber ensures consistent foam density—critical for industrial insulation products.
In the food processing industry, it serves as a key tool for producing high-viscosity products like fruit jams, chocolate spreads, and condensed milk. Jam manufacturers use the 200L capacity to process large batches of fruit pulp, sugar, and pectin, while the vacuum environment prevents oxidation—preserving the jam’s color and flavor. For chocolate spreads, the mixer’s uniform blending ensures smooth texture without graininess, and its stainless steel tank complies with food-grade hygiene standards, avoiding contamination risks.
The building materials industry also benefits significantly. It is used to mix epoxy resins for floor coatings and cement-based mortars. Epoxy floor coatings require bubble-free mixing to ensure a smooth, durable finish—especially for commercial or industrial floors. The 200L capacity allows manufacturers to produce enough coating for 50-100 square meters per batch, matching the needs of medium-sized construction projects. For cement mortars, the mixer’s uniform blending of cement, aggregates, and additives enhances mortar strength, reducing cracking in building structures.
Additionally, in the automotive industry, it is used to mix rubber compounds for car seals and gaskets. The 200L capacity meets the demand for mid-scale rubber component production, and its vacuum function ensures the rubber’s density—critical for seals that need to withstand high temperatures and pressure in car engines. This versatility across chemical, food, building materials, and automotive sectors makes it an indispensable tool for medium-scale industrial production.
Gangben Mixer Manufacturer specializes in the research, development, production, and sales of mixing machines and filling machines. Its main products include vacuum emulsifying mixers, high-shear emulsifying mixers, vacuum homogenizing emulsifiers, filling and sealing machines, and liquid filling production lines. Equipped with modern production workshops and environments, we adopt advanced equipment manufacturing technologies and strict process quality management and control measures to ensure that all products are free from defects before leaving the factory.

Gangben Mixer Factory has obtained multiple patents for the research and development of emulsifying machines and planetary mixers, as well as ISO quality management system certification and international CE certification. Our products meet quality standards with a reliable quality guarantee. We are committed to manufacturing high-quality mixing machinery to enhance your production efficiency and reduce costs for your company.







